|
Каталог
|
Подключение датчика BlTouch и его аналогов к 3D принтеру2020-12-02 Всі статті →Предыстория: собрал я 3D принтер на связке Mega2560 + Ramps 1.3 + экран RepRap Full Graphic Smart Controller 128x64 с прошивкой Marlin 2.0.х, но механика оставляла желать лучшего. Перед каждой печатью приходилось с помощью листа А4 калибровать стол по 40 минут, из-за чего было решено купить датчик авто-калибровки 3dTouch от TriangleLab (на оригинальный BlTouch, к сожалению, денег немного не хватило).
Приехало это чудо в течении 2х недель в простом бумажном пакете, в котором было:
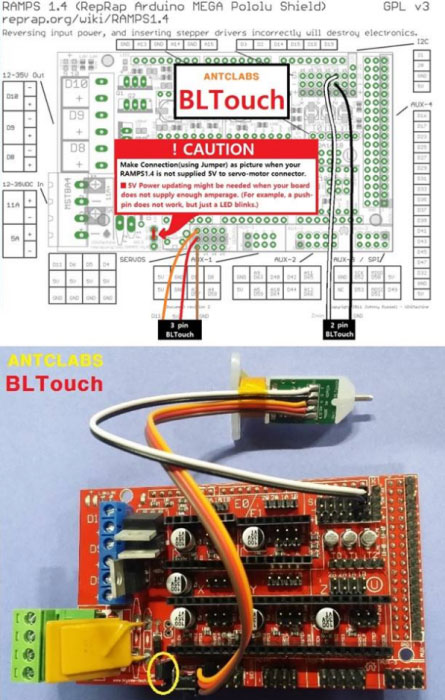
Так же распечатал каретку оси Ох с местом под установку данного датчика: https://www.thingiverse.com/thing:2023947 Итак, датчик закрепляется на каретке без пружин на 2 болта с гайками. Далее провода удлиняются с помощью переходника папа-папа и удлинителя мама-мама. К плате Ramps тройной коннектор подключается в разъем для серво 1, двойной – ВМЕСТО концевика оси Оz. Насчёт установки перемычки я ничего сказать не могу, у меня в принтере реализовано немного другое питание линии 5В через отдельный LM7805 (взял микросхему в корпусе ТO-220 с радиатором).
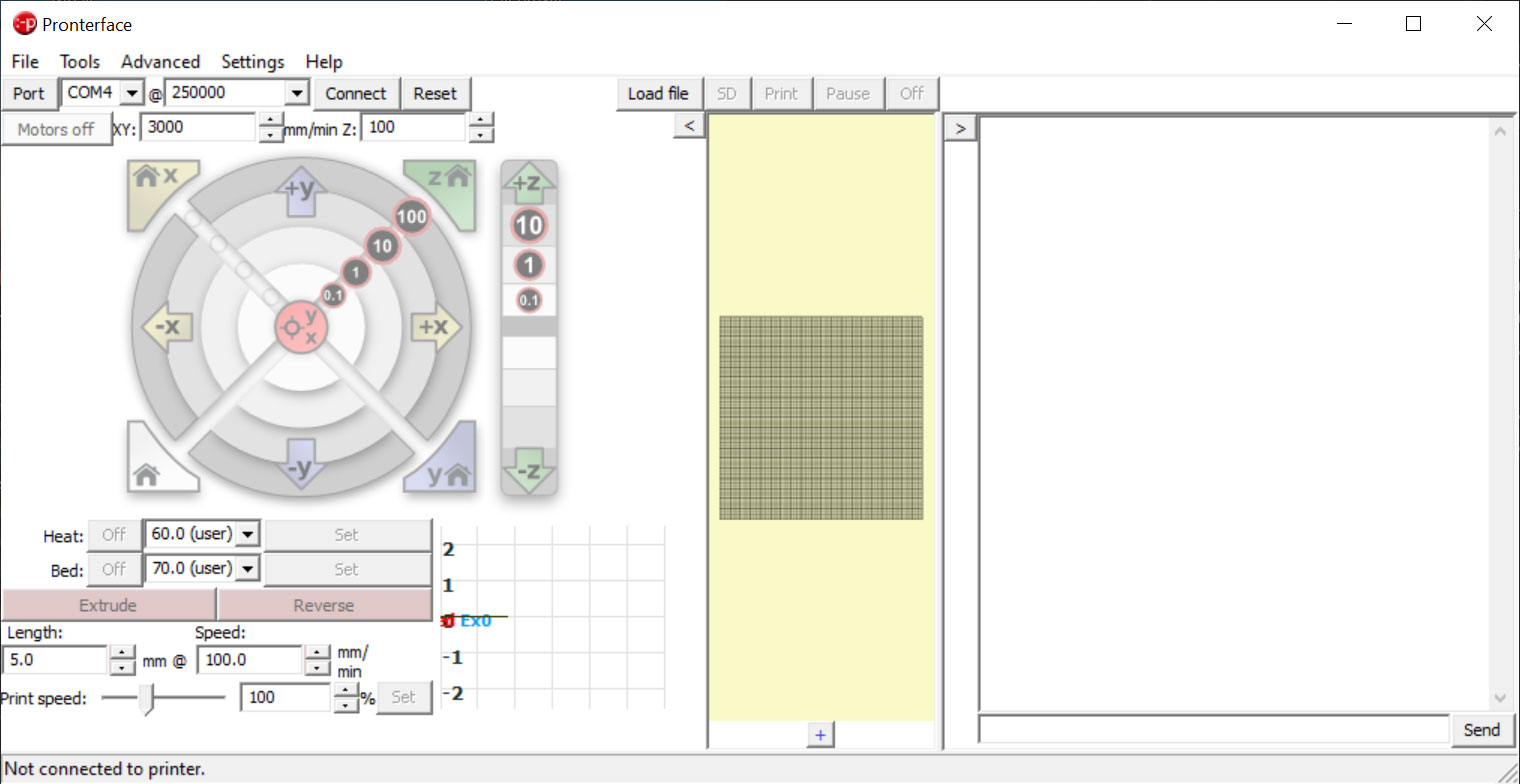
В прошивке во вкладке сonfigurations.h необходимо расскомментировать строки: #define BLTOUCH // Активирует меню в настройках принтера из которого можно тестировать зонд. Аналогично команде M280 P0 в слайсере. #define X_PROBE_OFFSET_FROM_EXTRUDER 20 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 52// Y offset: -front +behind [the nozzle] #define Z_MIN_PROBE_REPEATABILITY_TEST // Для проверки точности зонда #define AUTO_BED_LEVELING_BILINEAR #define GRID_MAX_POINTS_X 4 // Если кого напрягает 16-ть точек замера - оставляем стандартное значение 3. #define ABL_BILINEAR_SUBDIVISION // Не обязательно #define BILINEAR_SUBDIVISIONS 4 // Не обязательно #define MESH_EDIT_GFX_OVERLAY #define GRID_MAX_POINTS_X 4 #define Z_SAFE_HOMING // Обязательная команда с BlTouch - хоминг будет происходить строго в центре стола, чтобы избежать поломки механики и зонда!!! #define INDIVIDUAL_AXIS_HOMING_MENU / / Не обязательно #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command Не забываем установить X_PROBE_OFFSET_FROM_EXTRUDER и У_PROBE_OFFSET_FROM_EXTRUDER для корректной работы зонда Далее подключаем принтер к программе Printrun Pronterface, не забыв при этом выбрать СОМ-порт и скорость подключения.
Далее необходимо выставить Z_offset. Через меню принтера инициализируем EEPROM и через слайсер отправляем команду М851 Z0. Вводим G28, а затем G1 X110 Y110 (для отправки сопла в центр стола). После всех манипуляций, подкладываем под сопло лист бумаги и опускаем его пультом управления в слайсере до необходимой высоты (как при калибровке стола без данного датчика). Посе выставления оптимальной высоты смотрим на экран и записываем отрицательную высоту по Z, у меня, к примеру, было -0.7. Записываем это в значение в команду M851 Z-0.7 и отправляем ее через слайсер. Сохраняем это значение в EEPROM с помощью команды М500. На этом калибровка датчика завершена. Для проверки правильности установки Z_offset, отправляем команду G28, после чего кладем лист бумаги под сопло и отправляем G1 Z0. На этом у меня все. Если еще остались вопросы – очень советую канал Дмитрия Соркина (НЕ РЕКЛАМА, там действительно хороший контент для начинающих в 3д печати).
Дякуємо Вам за звернення! Ваш відгук з'явиться після модерації адміністратором.
Поки немає відгуків на цю статтю.
|
Графік роботи магазину:
Пн-Пт: 8.00 - 19.00
Сб: 10.00 - 17.00
Нд: вихідний
Пн-Пт: 8.00 - 19.00
Сб: 10.00 - 17.00
Нд: вихідний